- Increasing digital threat surfaces provide more entry points for malicious actors.
- Increased probe volume overwhelms the personnel and existing tools responsible for cyber protection.
- IIoT device power/memory limitations that make them less adaptable to traditional security measures and more vulnerable to attack.
- Ransomware attacks can result in the temporary or permanent loss of sensitive data. Depending on the scope of the attack, a single asset or an entire factory can be disabled.


Challenge
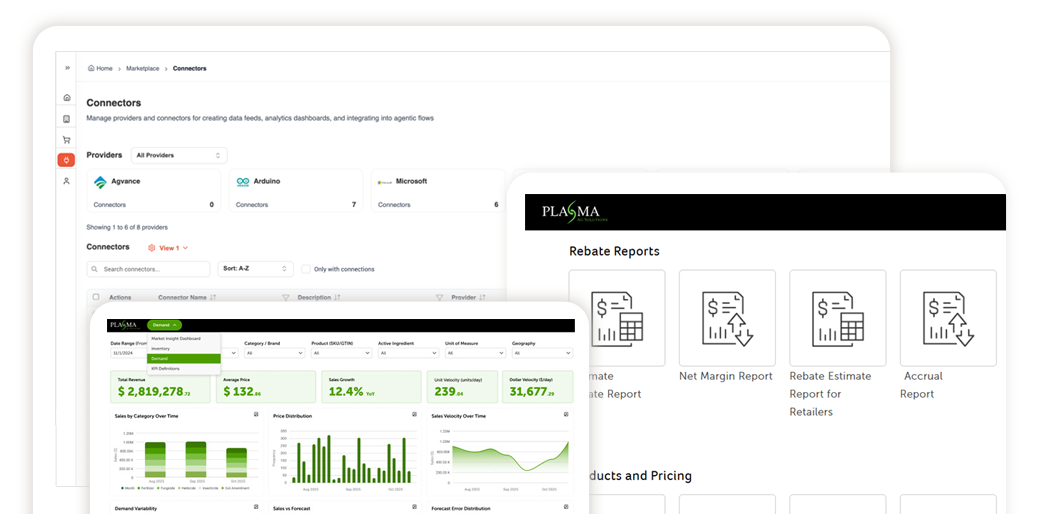
- Down to the single device level
- The ability to search the immense device database
- Dashboarding and Reporting capability

Solution
- Data Aggregation
- Analytics and Insights
- Visualization Engine

Impact
- Databases, API’s, devices, etc.
- Optimize internal operational efficiencies
- Real-time KPI information

Our software, system and processes used to be an old struggling engine. Plasma team solved all that. With exceptional training and planning, their consultative executive team down to their support team executed the deployment with first-class speed and professionalism. Their platform not only removed all the pain points in my division, but also created a ripple effect benefiting my entire company.

Kats
Systena